0533-3584808



| 强氧催化氧化技术在塑料废气治理中的应用 | |
| 发布时间:2017-07-27 09:56:09 | |
塑料产业是浙江沿海城市台州市的民营经济支柱产业,塑料加工制造给当地带来了巨大的经济效益。台州市椒江区有上百家废塑料造粒加工企业。由于历史原因,这些塑料企业处于居住-工业混杂区。塑料造粒产生的大量刺鼻恶臭废气,严重影响了周边的环境空气质量,干扰周边居民的生活和工作。厂区周边居民投诉不断。我们创造性地将强氧催化氧化技术,应用于台州市椒江区塑料造粒企业的废气治理工程中。本文以其中一家塑料造粒企业为代表,综合论述强氧催化氧化技术治理塑料造粒恶臭废气的可行性。 一、示范工程应用 1.1工艺思路及路线 1.1.1废气源及废气特性分析 示范工程企业是一家从事聚丙烯(PP)塑料粒子生产的企业。塑料废气污染主要来源于塑料基料及辅料的混合料因受热熔融而挥发或分解的化合物塑料废气为明显可见的烟尘、高温,有刺激性恶臭,眼睛及呼吸道有明显刺激感。塑料废气的主要成分为丙烯、苯系物等烃类,以及油脂、烟尘等物质。采集造粒线出气口处废气,经测定,塑料废气的平均臭气浓度为5000(无量纲)左右。 1.1.2工艺路线 塑料废气为明显可见的烟尘,高温,有刺激性恶臭。为彻底解决塑料废气恶臭扰民问题,塑料恶臭废气需要被有效收集并彻底净化处理,进行深度治理。针对塑料造粒废气的特性,示范工程选择采用“湿式喷淋吸收预处理+强氧催化氧化除臭”组合工艺。湿式喷淋吸收预处理对塑料废气进行了降温、尘预处理,以防止高温降低强氧催化氧化效率,烟尘堵塞催化填料层。 示范工程在塑料造粒机的各臭气产生点位置处设置集气罩,收集塑料废气,风机负压引风。收集得到的塑料废气通入强氧催化氧化处理系统。废气首先进入一级湿式喷淋吸收预处理罐,经降温除尘后,进入多级强氧催化氧化反应罐,最后净化尾气通过5m排气筒低空排放(当地环保部门要求)。具体工艺流程见图  1.1.3工艺原理 强氧催化氧化有机污染物的过程中,臭氧在有催化剂存在的情况下,可分解产生具有较高氧化还原电位的OH˙自由基。臭氧分子与催化剂表面含氧基团通过氢键、静电作用力等形成五元环,然后通过电子转移的方式分解形成OH˙自由基。OH˙是一种氧化能力很强的自由基,具有较高的氧化还原电位,能迅速氧化废水中的污染物而几乎没有选择性。O3分子在高温条件下容易转化成O2,且烟气中含尘,易堵塞催化反应罐中的填料,因此,塑料废气需要进行降温除尘预处理。本工程采用一级水喷淋进行预处理。经预处理的废气,进入强氧催化氧化反应系统。强氧催化氧化的关键处理介质是高浓度改性强氧水。反应过程分为两个阶段:吸收接触阶段和催化氧化阶段。 1)吸收接触阶段:经预处理的废气从催化氧化罐底部进入,与上部高速高压向下喷淋的高浓度改性强氧水发生激烈的碰撞接触。溶有大量O2/O3分子的强氧水在高压高速下喷过程中形成气泡。废气中的污染物分子“粘附”在强氧水的气泡上或直接溶解于强氧水中,而得到净化。未被强氧水吸收的污染物随气流继续前进。
2)催化氧化阶段:强氧水中的O3分子在固定相催化填料表面分解产生大量OH˙。产生的OH˙与污染物分子发生一系列链式氧化分解反应。氧化反应同时在液相和气相中进行:一部分污染物在强氧水中发生液相催化氧化反应;另一部分未被强氧水吸收的污染物与飘逸到气相中的OH˙进行接触,并发生催化氧化反应。最终废气中的污染物得到充分降解,净化尾气外排。强氧水又重新恢复了“吸收接触”能力,继续作为循环液去吸收接触废气中的污染物。吸收接触阶段和催化氧化阶段几乎是同时进行,相互促进,相辅相成。 示范工程企业共有9条塑料造粒线。每3条造粒线为一个治理单元,每个单元塑料废气处理系统的设计风量为6000m3/h。因此,全厂共设置3套强氧催化氧化除臭系统,单个系统风量为6000m3/h,总设计风量为18000m3/h。 1.2.2主要设备设施
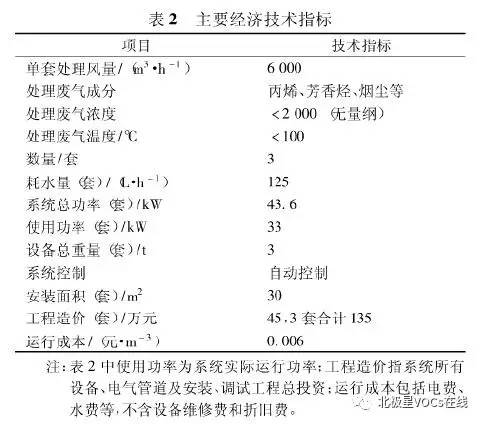
塑料废气强氧催化氧化除臭系统主要由预处理系统、强氧源发生系统、强氧水制备系统、催化氧化反应系统、动力系统、控制系统等部分组成。具体设备设施情况见表 1.2.3经济技术指标
本工程工艺经济技术指标详见表
1.3治理成效
示范工程的3套强氧催化氧化处理系统(单套处理风量6000m3/h)于2014年4月中旬安装调试成功,试运行半年。运行期间,系统运行稳定,无重大故障或检修。2014年11月,示范工程进行了验收监测。具体检测结果见表3和表4。由表3可知,监测期间,企业东南西北厂界的臭气浓度均在厂界无组织监控浓度20(无量纲)之下,厂界浓度达标。这表明企业塑料废气收集处理效果良好。由表4可知,企业3套强氧催化氧化除臭装置进气的平均臭气浓度为1091(无量纲),出口废气的平均臭气浓度为217(无量纲)。这表明系统对恶臭废气净化较彻底,能做到出口臭气浓度在300(无量纲)以下。系统进口废气的非甲烷总烃平均浓度为8.76mg/m3,出口废气非甲烷总烃的平均浓度为2.18mg/m3,系统非甲烷总烃的平均去除率为74.9%。
经强氧催化氧化系统处理后,塑料废气的臭气浓度平均削减了79.8%。这表明,强氧催化氧化除臭系统对低浓度塑料恶臭废气的去除效果显著,能够做到低浓恶臭废气的深度治理。

二、推广应用
隆之智环保 *** www.liept.com *** 泄漏检测与修复(LDAR) VOCs 山东LDAR
示范工程成功应用后,强氧催化氧化处理技术先后在台州地区的21家塑料造粒企业的恶臭废气治理中进行了推广应用。这些企业涉及PP、PE、PVC、ABS、PC等各种塑料粒子的加工生产。21家塑料造粒企业共应用了28套强氧催化氧化除臭装置,其中3套设施的单套处理风量为8000m3/h,4套设施的单套处理风量为4000m3/h,其余设施的处理风量均为6000m3/h。经验收监测,强氧催化氧化除臭装置对塑料造粒废气的臭气浓度最高可削减84.8%。强氧催化氧化处理系统上马后,21家塑料造粒企业的厂界臭气浓度均在20(无量纲)以下,排气筒臭气浓度均在500或300(无量纲)以下。这充分说明了强氧催化氧化除臭系统能够对各种塑料造粒废气做到深度治理,有效地解决了恶臭废气对周边居民生活和生产的干扰问题。 三、工艺特点及优势分析 强氧催化氧化技术处理塑料废气的治理工程,具有以下工艺特点: 1)系统集预处理系统、强氧源发生系统、强氧水制备系统、催化氧化反应系统、动力系统、控制系统等于一体,布局紧凑,占地面积小。目前,系统已实现成套化。 2)整套系统的设备设施安装在一个可以移动的底盘中,方便安装管理。 3)系统采用自动化控制,整个系统操作为一键式操作,运行管理方便,安全可靠。 4)塑料废气含有烟尘,系统的循环液循环一段时间后,由于杂质的积累需要定期外排。根据实际运行情况看,1套6000m3/h的强氧催化氧化成套系统的小时废液排放量为120L/h。废液的主要污染物质为悬浮物和COD。经测定,废液的COD浓度为210mg/L。因此,系统外排的废液经过简单的沉淀处理后,可以直接接入市政污水管网。由此可见,系统产生的废水污染易于控制,如果严格做到废水纳管,则不会对水环境造成明显的影响。 5)风机安装在玻璃钢隔音箱内。系统运行噪音较低,几乎不会对周边环境造成明显影响。 6)塑料废气属于低浓恶臭废气(臭气浓度在2000(无量纲)以下),净化系统出口废气的臭气浓度在500(无量纲)以下,且有效削减率达到75%以上。这表明强氧催化氧化系统对塑料恶臭废气可以做到深度处理。 7)为期半年的试运行期间,系统运行稳定,无重大故障或检修。这表明系统运行稳定可靠。 四、结论首次将强氧催化氧化除臭技术应用于塑料废气的治理中。系统采用“湿式喷淋预处理+强氧催化氧化”组合工艺,系统实现成套化、自动化,占地面积小,二次污染少,操作简便,运行稳定安全,对塑料废气的除臭效率较高。数十家塑料企业塑料废气治理的成功应用实例,充分说明强氧催化氧化废气处理技术能够稳定有效治理各种塑料废气。 强氧催化氧化废气处理技术中起关键作用是OH˙自由基。OH˙自由基可以没有选择性的迅速氧化分解污染物。今后,强氧催化氧化废气处理技术可尝试在其他类型的有机废气如医化废气、橡胶废气、垃圾渗滤液废气等治理中进行应用。
|
|
|
|
| 上一篇:VOCs转轮吸附状态现状、趋势与市场解析现状 下一篇:环境质量半年报 出炉! |


关注我们
